Introduction: The Reliability Imperative in Battery Interconnect Systems
While technical specifications, manufacturing processes, and application guidelines provide the foundation for 2.0mm pitch blade battery connector performance, it is through comprehensive reliability engineering and validation testing that true field performance is demonstrated and guaranteed. In safety-critical applications such as electric vehicle battery management systems, medical equipment, and industrial energy storage, connector reliability transcends mere specification compliance to become a fundamental system requirement that directly impacts operational safety, maintenance costs, and product liability.
This article explores the sophisticated reliability engineering principles, validation methodologies, and failure mechanism analyses essential for evaluating and ensuring the long-term performance of 2.0mm pitch SMT blade connectors throughout their operational lifecycle.
Fundamental Reliability Engineering Principles
Reliability Metrics and Failure Rate Analysis
| Reliability Metric | Definition | Target Performance | Industry Standards Reference |
|---|---|---|---|
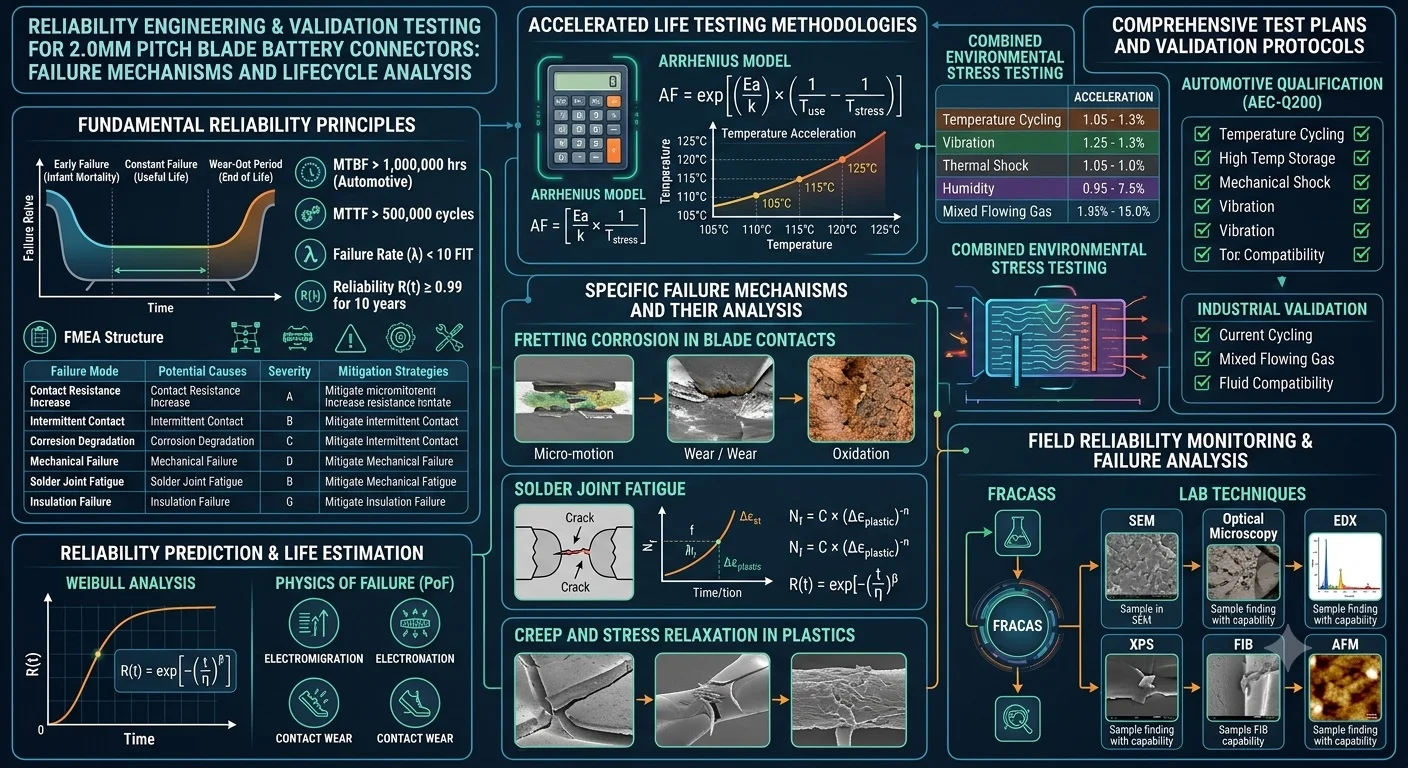
| MTBF (Mean Time Between Failures) | Average time between failures in repairable systems | >1,000,000 hours for automotive | MIL-HDBK-217F, Telcordia SR-332 |
| MTTF (Mean Time To Failure) | Average time to first failure in non-repairable systems | >500,000 cycles (mating/unmating) | IEC 61709 |
| Failure Rate (λ) | Instantaneous failure probability per unit time | <10 FIT (Failures In Time = failures/10⁹ hours) | MIL-HDBK-217F, IEC 61709 |
| Reliability R(t) | Probability of surviving beyond time t without failure | R(10 years) ≥ 0.99 for automotive | IEC 61709, ISO 16750 |
| Availability | Probability that system is operational when needed | A ≥ 0.99999 for critical systems | Telecommunications standards |
Bathub Curve and Lifetime Failure Distribution
The classic reliability bathtub curve for electronic components:
- Early Failure Period (Infant Mortality):
- Duration: First 1,000 hours of operation
- Causes: Manufacturing defects, material flaws, assembly errors
- Mitigation: Burn-in testing, screening processes
- Failure Rate: Decreasing with time
- Constant Failure Rate Period (Useful Life):
- Duration: 1,000 hours to design life (typically 10-15 years)
- Causes: Random events, external stresses
- Characteristic: Constant failure rate (exponential distribution)
- Governed by: Poisson distribution theory
- Wear-Out Period (End of Life):
- Duration: Beyond design life
- Causes: Material degradation, fatigue, wear mechanisms
- Characteristic: Increasing failure rate (Weibull distribution)
- Prediction: Weibull analysis, degradation testing
Failure Mode and Effects Analysis (FMEA) for Blade Connectors
Comprehensive FMEA Structure for 2.0mm Pitch Connectors
| Failure Mode | Potential Causes | Effects on System | SEVERITY (1-10) | OCCURRENCE (1-10) | DETECTION (1-10) | RPN (Risk Priority Number) | Mitigation Strategies |
|---|---|---|---|---|---|---|---|
| Contact Resistance Increase | Oxidation, mechanical wear, fretting corrosion | Voltage drop, overheating, signal degradation | 7-8 | 3-4 | 4-5 | 84-160 | Gold plating, proper mating force, vibration damping |
| Intermittent Contact | Vibration, thermal cycling, mechanical shock | Data transmission errors, system resets | 8-9 | 3-4 | 6-7 | 144-252 | Positive locking, strain relief, anti-vibration design |
| Corrosion Degradation | Environmental exposure, moisture ingress, contaminant accumulation | Increased resistance, eventual open circuit | 6-7 | 2-3 | 7-8 | 84-168 | Sealing, proper materials, protective plating |
| Mechanical Failure | Overstress, fatigue, brittle fracture | Complete loss of connection, physical damage | 9-10 | 1-2 | 3-4 | 27-80 | Material selection, stress analysis, safety factors |
| Solder Joint Fatigue | Thermal cycling, vibration, CTE mismatch | Crack propagation, intermittent connection | 8-9 | 4-5 | 5-6 | 160-270 | Underfill, compliant leads, thermal management |
| Insulation Failure | Tracking, dielectric breakdown, moisture absorption | Short circuits, fire hazard, electrical shock | 9-10 | 1-2 | 3-4 | 27-80 | Creepage/clearance design, dielectric materials |
FMEA Implementation Methodology
Structured FMEA process for connector reliability:
- System Definition: Boundary conditions, interfaces, operating environment
- Function Analysis: Primary and secondary functions, performance parameters
- Failure Mode Identification: Potential failure modes for each function
- Effect Analysis: Local, system-level, and end-user effects
- Cause Analysis: Root causes for each failure mode
- Current Controls: Existing prevention and detection methods
- Risk Assessment: Severity, occurrence, detection ratings
- Action Planning: Risk reduction measures for high RPN items
- Verification and Validation: Effectiveness verification of implemented actions
Accelerated Life Testing Methodologies
Arrhenius Model for Temperature Acceleration
The fundamental equation for thermal acceleration:
AF = exp[(Ea/k) × (1/T_use - 1/T_stress)]
Where:
- AF: Acceleration Factor
- Ea: Activation energy (typically 0.7-1.0 eV for electronic components)
- k: Boltzmann constant (8.617 × 10⁻⁵ eV/K)
- T_use: Use temperature (in Kelvin)
- T_stress: Stress temperature (in Kelvin)
Example Calculation: For 2.0mm pitch connectors in automotive applications:
- Use condition: 105°C (378K)
- Test condition: 125°C (398K)
- Activation energy: 0.8 eV
- Acceleration factor: AF = exp[(0.8/8.617×10⁻⁵)×(1/378-1/398)] ≈ 5.2
- Interpretation: 1,000 hours at 125°C simulates approximately 5,200 hours at 105°C
Combined Environmental Stress Testing
Multi-factor acceleration models:
| Stress Factor | Acceleration Model | Typical Acceleration Factor Range | Application for Connectors |
|---|---|---|---|
| Temperature Cycling | Coffin-Manson / Norris-Landzberg | 10-100× | Solder joint fatigue, material CTE mismatch |
| Vibration | S-N Curve / Miner’s Rule | 5-50× | Mechanical fatigue, contact fretting |
| Thermal Shock | Modified Coffin-Manson | 20-200× | Material interface delamination |
| Humidity | Peck’s Model | 5-30× | Corrosion, insulation degradation |
| Mixed Flowing Gas | Industry-specific models | 10-100× | Industrial and outdoor applications |
Highly Accelerated Life Testing (HALT) and Highly Accelerated Stress Screening (HASS)
For rapid reliability demonstration and manufacturing screening:
HALT Methodology (Design Phase)
- Step Stress Testing: Progressive increases in stress levels
- Operating Limits: Determine upper and lower functional boundaries
- Destruct Limits: Identify physical failure thresholds
- Failure Analysis: Immediate root cause identification and design improvement
- Margin Verification: Confirm adequate safety margins beyond specifications
HASS Methodology (Production Phase)
- Screening Stress Levels: 20-50% of HALT destruct limits
- Production Screening: 100% or sample-based screening
- Failure Detection: Catch latent defects before shipment
- Process Monitoring: Detect manufacturing process shifts
- Quality Assurance: Statistical process control integration
Specific Failure Mechanisms and Their Analysis
Fretting Corrosion in Blade Contacts
Mechanism: Micro-motion between contact surfaces causes wear and oxidation
- Critical Parameters:
- Amplitude: <100μm typically
- Frequency: >10Hz accelerates mechanism
- Contact force: Higher force reduces motion
- Plating thickness: Thicker gold plating delays onset
- Accelerated Testing: Vibration at resonant frequencies, thermal cycling
- Monitoring Methods: Contact resistance monitoring, visual inspection
- Mitigation Strategies: Lubricants, higher normal force, vibration isolation
Solder Joint Fatigue Under Thermal Cycling
Mechanism: CTE mismatch between connector and PCB induces stress
- Coffin-Manson Model:
N_f = C × (Δε_plastic)^(-n)- N_f: Number of cycles to failure
- Δε_plastic: Plastic strain range
- C, n: Material constants
- Norris-Landzberg Modification:
N_f ∝ f^(m) × exp(Q/kT_max)- f: Cycling frequency
- m: Frequency exponent (typically 0.3)
- Q: Activation energy
- T_max: Maximum temperature in cycle
- Accelerated Testing: Extreme temperature cycling (-55°C to +125°C)
- Failure Analysis: Cross-sectioning, dye penetration, micro-sectioning
Creep and Stress Relaxation in Plastics
Mechanism: Time-dependent deformation under constant stress
- Arrhenius-Time Superposition: Predicts long-term behavior from short-term tests
- Testing Methodology:
- Constant stress at elevated temperatures
- Periodic strain measurement
- Extrapolation to use conditions
- Design Impact: Contact force maintenance, locking mechanism effectiveness
- Material Selection: High-temperature plastics with low creep: LCP > PPS > PBT
Comprehensive Test Plans and Validation Protocols
Automotive Qualification Testing (AEC-Q200)
Mandatory testing for automotive battery management applications:
| Test Category | Test Method | Conditions | Acceptance Criteria | Duration/Cycles |
|---|---|---|---|---|
| Temperature Cycling | Automotive Grade 1 | -40°C to +125°C | ≤10% ΔR, visual defects | 1,000 cycles |
| High Temperature Storage | Steady State | 125°C | ≤20% ΔR | 1,000 hours |
| Temperature Humidity Bias | 85°C/85% RH | With bias voltage | Insulation ≥100MΩ | 1,000 hours |
| Mechanical Shock | Half-sine pulse | 50G, 11ms | Electrical continuity | 6 pulses each axis |
| Vibration, Variable Frequency | Sine sweep | 10-2,000Hz, 20G | No resonance damage | 4 sweeps/axis, 20 min each |
| Vibration, Random | PSD spectrum | Per automotive standard | Electrical monitoring | 24 hours each axis |
| Salt Spray (Corrosion) | Neutral salt fog | 5% NaCl, 35°C | Functional operation | 96 hours |
Industrial and Energy Storage Validation
Extended testing for demanding industrial applications:
- Extended Temperature Range: -55°C to +150°C for 500 cycles
- High Power Cycling: Current cycling at rated capacity, temperature monitoring
- Mixed Flowing Gas Testing: H₂S, NO₂, Cl₂, SO₂ exposure for industrial environments
- Fluid Compatibility: Exposure to automotive fluids, industrial chemicals
- Cyclic Humidity: 25°C to 65°C with 95% RH cycling
Reliability Prediction and Life Estimation Models
Weibull Analysis for Life Data
The Weibull distribution for reliability analysis:
R(t) = exp[-(t/η)^β]
Where:
- R(t): Reliability at time t
- t: Time or number of cycles
- η: Characteristic life (scale parameter)
- β: Shape parameter (slope)
- β < 1: Decreasing failure rate (early failures)
- β = 1: Constant failure rate (random failures)
- β > 1: Increasing failure rate (wear-out)
Data Collection and Analysis Methodology
- Test Planning: Sample size determination (typically n≥30 for confidence)
- Failure Data Collection: Time-to-failure or censored data
- Parameter Estimation: Maximum likelihood estimation (MLE) or regression
- Goodness-of-Fit Testing: Kolmogorov-Smirnov, Anderson-Darling tests
- Confidence Bounds: 90% or 95% confidence intervals for life estimates
- Life Extrapolation: Predictions at use conditions
Physics of Failure (PoF) Models
Fundamental physics-based reliability models:
- Electromigration: For high-current applications
MTTF ∝ J^(-n) exp(Ea/kT)- J: Current density
- n: Current exponent (typically 2)
- Stress Corrosion Cracking:
da/dt = A × K^m- da/dt: Crack growth rate
- K: Stress intensity factor
- A, m: Material/environment constants
- Contact Wear:
Wear Volume ∝ (Load × Distance) / Hardness- Archard’s wear equation
- Critical for mating cycle life prediction
Field Reliability Monitoring and Failure Analysis
Field Failure Data Collection and Analysis
Systematic approach to field reliability:
- Failure Reporting: Standardized FRACAS (Failure Reporting, Analysis, and Corrective Action System)
- Data Aggregation: Collection from multiple field sources
- Statistical Analysis: Field MTBF calculation, reliability growth tracking
- Root Cause Analysis: Fishbone diagrams, 8D methodology
- Corrective Actions: Design improvements, process changes, screening enhancements
Failure Analysis Laboratory Techniques
Comprehensive failure analysis toolkit:
| Analysis Technique | Resolution/Capability | Application for Connectors | Typical Findings |
|---|---|---|---|
| Optical Microscopy | 1μm | Visual inspection, wear analysis | Surface damage, corrosion, cracks |
| Scanning Electron Microscopy (SEM) | 1nm | Fracture surface analysis, plating defects | Micro-cracks, grain structure, inclusions |
| Energy Dispersive X-ray (EDX) | 1μm spot | Material composition, contamination analysis | Elemental composition, foreign materials |
| X-ray Photoelectron Spectroscopy (XPS) | 10μm | Surface chemistry, oxidation state | Oxide thickness, chemical bonding |
| Focused Ion Beam (FIB) | 5nm | Cross-sectioning, specific site analysis | Internal defects, layer thickness |
| Atomic Force Microscopy (AFM) | 0.1nm vertical | Surface topography, roughness | Wear patterns, surface degradation |
Reliability Certification and Compliance Frameworks
International Standards and Compliance Requirements
- Automotive: AEC-Q200, ISO 16750, LV 124 (German automotive)
- Aerospace: MIL-PRF-55342, MIL-STD-810, DO-160
- Medical: ISO 13485, IEC 60601-1, FDA requirements
- Industrial: IEC 60068, IEC 60529 (IP ratings), UL/cUL standards
- Telecommunications: Telcordia GR-1217-CORE, GR-63-CORE
- Rail: EN 50155, EN 45545 (fire safety)
Certification Process and Documentation
- Test Plan Development: Comprehensive test plan based on application requirements
- Testing Execution: Accredited laboratory testing with proper documentation
- Failure Analysis: Any failures investigated with root cause analysis
- Report Generation: Detailed test reports with data analysis and conclusions
- Certification Submission: Submission to certification bodies (UL, TÜV, etc.)
- Audit and Surveillance: Follow-up audits and ongoing compliance monitoring
Emerging Trends in Connector Reliability Engineering
Digital Twin Technology for Predictive Reliability
Virtual modeling and simulation for reliability prediction:
- Physics-Based Models: Finite element analysis (FEA) for stress/strain
- Multi-Physics Simulation: Coupled thermal-mechanical-electrical analysis
- Real-time Monitoring Integration: Field data feedback to digital models
- Predictive Maintenance: Failure prediction before actual occurrence
Artificial Intelligence in Reliability Analysis
Machine learning applications:
- Pattern Recognition: Failure pattern identification from field data
- Predictive Analytics: Failure prediction based on multiple parameters
- Optimization Algorithms: Design optimization for reliability
- Anomaly Detection: Early identification of deviation from normal behavior
Advanced Materials for Enhanced Reliability
- Nano-coatings: Self-healing coatings for corrosion protection
- Composite Materials: Tailored CTE materials for reduced thermal stress
- Smart Materials: Materials with embedded sensing capabilities
- High-Entropy Alloys: Novel alloys with exceptional wear resistance
Conclusion: The Future of Connector Reliability Engineering
The reliability engineering and validation testing of 2.0mm pitch blade battery connectors represents a sophisticated integration of materials science, mechanical engineering, electrical measurement, and statistical analysis. As these components continue to evolve for increasingly demanding applications, the reliability engineering discipline must progress in parallel, adopting new technologies, methodologies, and analytical frameworks.
The future of connector reliability lies in:
- Integration of Digital Technologies: From digital twins to AI-driven analysis
- Advanced Testing Methodologies: More sophisticated acceleration models and combined stress testing
- Proactive Reliability Engineering: Moving from verification to prediction and prevention
- Sustainability Considerations: Reliability engineering for extended product life and reduced environmental impact
- Global Standard Harmonization: Consistent reliability requirements across industries and geographies
For engineers, designers, and quality professionals working with these critical components, a deep understanding of reliability principles, testing methodologies, and failure mechanisms provides the foundation for making informed decisions, designing robust systems, and ensuring long-term performance in even the most demanding applications.
Reliability is not merely a specification to be met but a fundamental characteristic to be engineered, validated, and continuously improved throughout the product lifecycle.
For more information on connector design and manufacturing principles, please refer to our related articles on wire harness connector design, our 2.0mm Pitch Blade Battery Connector Technical Overview, and Manufacturing & Quality Control Guide.
Get Reliable 2.0mm Pitch Blade Battery Connectors for Your Application
LYD’s 2.0mm Pitch Blade Battery Connector SMT undergoes rigorous reliability testing including thermal cycling, vibration, humidity, and accelerated life testing. Contact our team for full qualification documentation and sample requests.
About Reliability Engineering at LYD: At Shenzhen Longyueda Electronic Technology, our commitment to reliability engineering encompasses comprehensive testing, sophisticated analysis, and continuous improvement. Our state-of-the-art testing facilities, experienced engineering team, and systematic approach to reliability ensure that our 2.0mm pitch blade battery connectors deliver exceptional performance throughout their operational life in the most demanding applications.
